








Dalam penghasilan dan penggunaan laser, ia tidak dapat dielakkan untuk melibatkan pengesanan dan pencirian kualiti rasuk. M2 dan BPP adalah kuantiti fizikal yang paling biasa digunakan yang menyatakan kualiti rasuk laser. M2 dan BPP berasal berdasarkan konsep fizikal yang sama, jadi mereka boleh ditukarkan antara satu sama lain.
Sebab mengapa kualiti rasuk adalah penting bahawa ia adalah kuantiti fizikal utama untuk menilai kualiti laser dan sama ada ia boleh menjadi ketepatan laser diproses. Untuk pelbagai jenis laser output satu mod, laser berkualiti tinggi biasanya mempunyai kualiti rasuk yang tinggi, sepadan dengan M2 yang sangat kecil, seperti 1.05 atau 1.1. Dan laser boleh mengekalkan kualiti rasuk yang baik sepanjang hayat perkhidmatannya, dan nilai M2 hampir tidak berubah. Untuk pemesinan ketepatan laser, rasuk laser dengan kualiti rasuk yang tinggi adalah lebih kondusif untuk membentuk, dengan itu melakukan pemesinan laser atas rata tanpa merosakkan substrat dan tanpa kesan haba. Dalam kegunaan sebenar, apabila menandakan spesifikasi laser, M2 kebanyakannya digunakan untuk laser pepejal negeri dan laser gas, manakala BPP kebanyakannya digunakan untuk laser gentian.
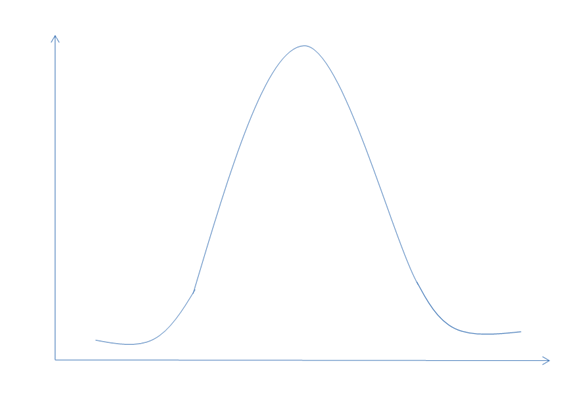
Bagaimana untuk menentukur kualiti rasuk? Kualiti rasuk yang menggambarkan laser biasanya dinyatakan oleh dua parameter: BPP dan M². M² juga sering ditulis sebagai M2, yang boleh dibaca sebagai M squared atau M2. Angka berikut adalah pengagihan membujur rasuk Gaussia, di mana rasuk pinggang radius W dan sudut perbezaan medan jauh separuh sudut θ.

BPP (Produk Parameter Rasuk) ditakrifkan sebagai jejari pinggang rasuk × sudut perbezaan medan jauh
BPP=W × θ
Sudut separuh medan rasuk Gaussia:
θ0=λ / ΠW0
M²: nisbah produk parameter rasuk kepada produk parameter rasuk mod asas Gaussian:
M2=(W×θ)/(W0×θ0)=BPP /(λ/Π)
Tidak sukar untuk mencari dari formula di atas, di mana BPP tidak ada kaitan dengan panjang gelombang, dan faktor M² juga berkaitan dengan panjang gelombang laser. Mereka terutamanya berkaitan dengan reka bentuk rongga laser dan ketepatan pemasangan.
Nilai faktor M² adalah tidak terhingga dekat dengan 1, menunjukkan nisbah data sebenar dan data yang ideal. Apabila data sebenar lebih dekat dengan data yang ideal, kualiti rasuk adalah lebih baik. Iaitu, apabila faktor M² lebih dekat kepada 1, kualiti rasuk adalah lebih baik, sepadan dengan Sudut kepelbagaian yang lebih kecil.
Untuk analisis kualiti rasuk, ia terutamanya bergantung kepada penganalisis rasuk untuk pengukuran. Penganalisis kualiti rasuk boleh membuat ukuran yang tepat, tetapi penggunaan analisis tempat memerlukan operasi kompleks, mengumpul data keratan rentas laser dari kedudukan yang berbeza, dan kemudian mensintesis data M² melalui program terbina dalam instrumen. Jika terdapat kesilapan operasi atau kesilapan pengukuran semasa proses persampelan, Anda tidak boleh mengukur dan menganalisis nilai M². Untuk pengukuran kuasa tinggi, sistem attenuasi kompleks diperlukan untuk mengekalkan kuasa laser dalam julat yang boleh diukur untuk mengelakkan kerosakan pada permukaan pengesanan instrumen kerana kuasa yang berlebihan.
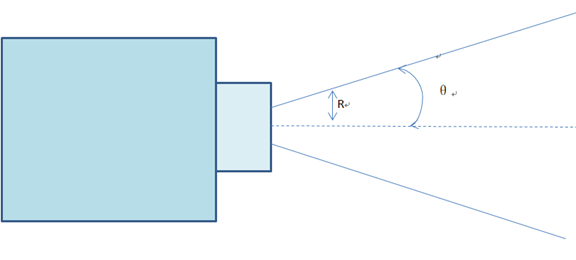
Menurut angka di atas, teras gentian dan apertur berangka boleh dianggarkan. Untuk laser serat, rasuk pinggang radis ω0=diameter teras gentian/2=R, θ=sinα=α=NA (aperture angka serat)
Ia boleh disimpulkan daripada ini:
Semakin kecil BPP, semakin baik kualiti rasuk laser.
Untuk laser gentian 1.08um, mod asas tunggal M2=1, BPP=λ/Π=0.344 mm mrad
Untuk laser 10.2um CO2, mod asas tunggal M2=1, BPP=3.38 mm mrad
Dengan mengandaikan bahawa dua mod asas tunggal (atau multimode M2 adalah sama) laser selepas memberi tumpuan, sudut perbezaan adalah sama, maka diameter fokal laser CO2 adalah 10 kali bahawa laser serat.
M² yang lebih dekat adalah untuk 1, semakin baik kualiti rasuk laser.
Apabila rasuk laser berada dalam pengagihan Gaussian atau berhampiran Gaussia, semakin dekat faktor M² adalah untuk 1, semakin dekat laser sebenar adalah laser Gaussian yang ideal, dan lebih baik kualiti rasuk.